3.立管的安装
将立管按编号进行分层排开,按照顺序进行安装。在进行安装时,每层应至少设立一个管卡。安装好后,用线坠吊直找正。
4.通水试验
水试验要求:水高度应不低于地面高度,时间为20分钟,液面不下降,则说明管道不渗漏,为合格。
通球试验要求:利用硬质空塑料球,球径为管内径的2/3—3/4。把球从***放入,在底部进行检查,要在管内通入水,如果试球通畅,即为合格。

不锈钢螺旋管的焊接工艺规范具体包括哪些内容?下面小编来好好介绍一下这方面的内容,希望对大家有所帮助
1.设备
(1)ya弧焊应采用直流不熔化极ya弧焊机,并具有预先送气、电流衰减和滞后送气等功能,采用直流正极性进行焊接。
(2)手工电弧焊则采用容量300安培左右的交流或直流弧焊机,且使用前焊条需经200℃烘干1小时。
2.装配要求
管子用机械加工方法进行切断,日照螺旋风管,端面垂直度误差要小于0.5mm,螺旋风管厂,必要时可用砂轮或锉刀修正;装配前应清洁好焊缝区,螺旋风管加工,在接头两侧各50mm范围内,内、外表面要用bing酮清洗干净,并且在焊接前不得有沾污。
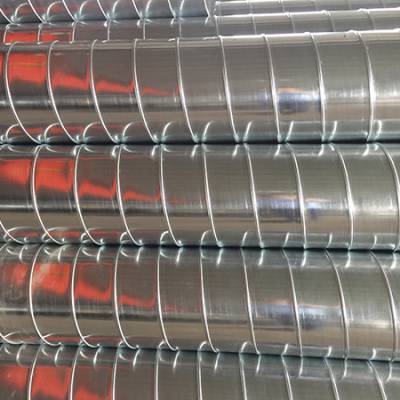
3.螺旋风管的焊接工艺
螺旋风管焊接位置:内场焊接用管子水平转动焊,螺旋风管图片,外场安装时用全位置焊接。
定位焊:每个管接头至少焊3个定位点,每相邻两点间隔120°,使用较小的电流,焊点处根部不焊透。
焊接方法:管壁厚度t≤3mm,全部用钨极ya弧焊;管壁厚度t>3mm,可以全部用钨极ya弧焊,也可以用钨极ya弧焊打底,手工电弧焊进行盖面。